English
English
Designguide til metalplader, plastfremstilling, fremstilling af metalplader, prototyper
Denne vejledning hjælper dig med at forberede dine metalpladedele til fremstilling.
1. Hvorfor er det vigtigt at kunne producere?
Design for manufacturing, kendt som DFM, sikrer, at de komponenter, du designer, kan fremstilles, hvilket er afgørende for outsourcing. Det er med til at reducere revisioner og turnarounds.
2. Oversigt
Materialevalg
- Rustfrit stål
- Stål (ubehandlet)
- Galvaniseret stål
- Aluminium
- Messing
- Kobber
Færdigbehandling
Vi tilbyder følgende færdigbehandlinger til dine pladekomponenter:
- Svejsning af pladekomponenter med MIG og TIG
- Nittearbejde
- Pulverlakering
- Plating
Mål
Målestørrelsen angiver tykkelsen af metalpladen, afhængigt af materialet.For eksempel er Gauge 18 i rustfrit stål en tykkelse på 1,270 mm, mens Gauge 18 i aluminium er lig med 1,024 mm.
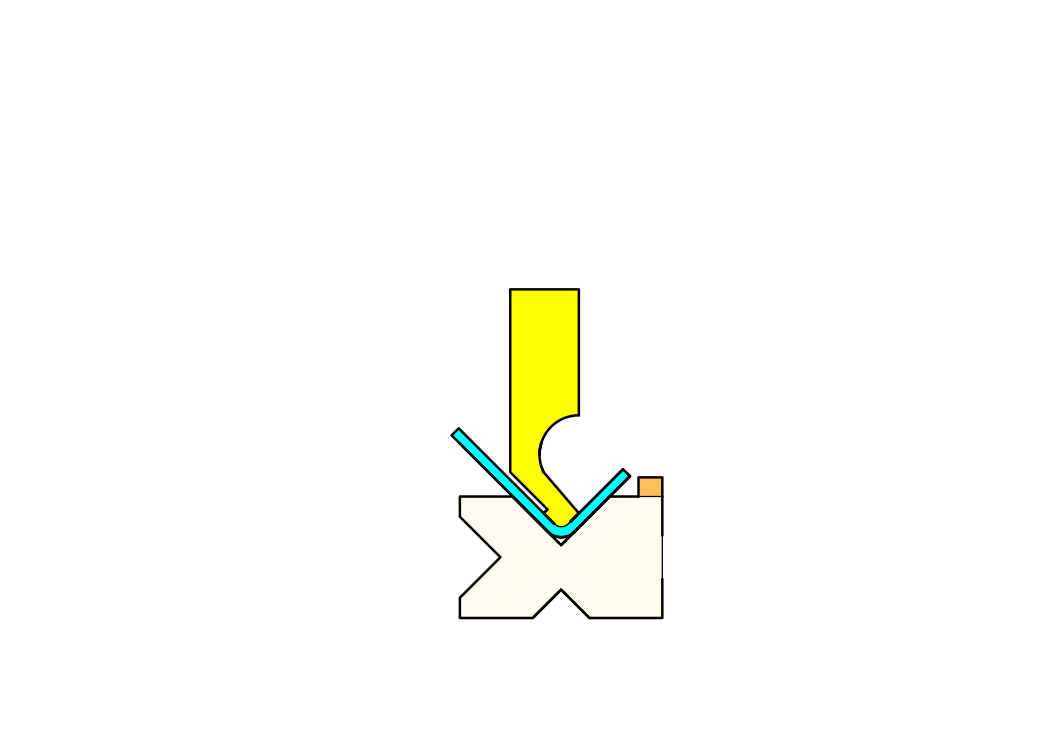
Bøjning
En bøjning er en deformation af en plade over en akse. Den fremstilles ved hjælp af et stempel og en matrice.
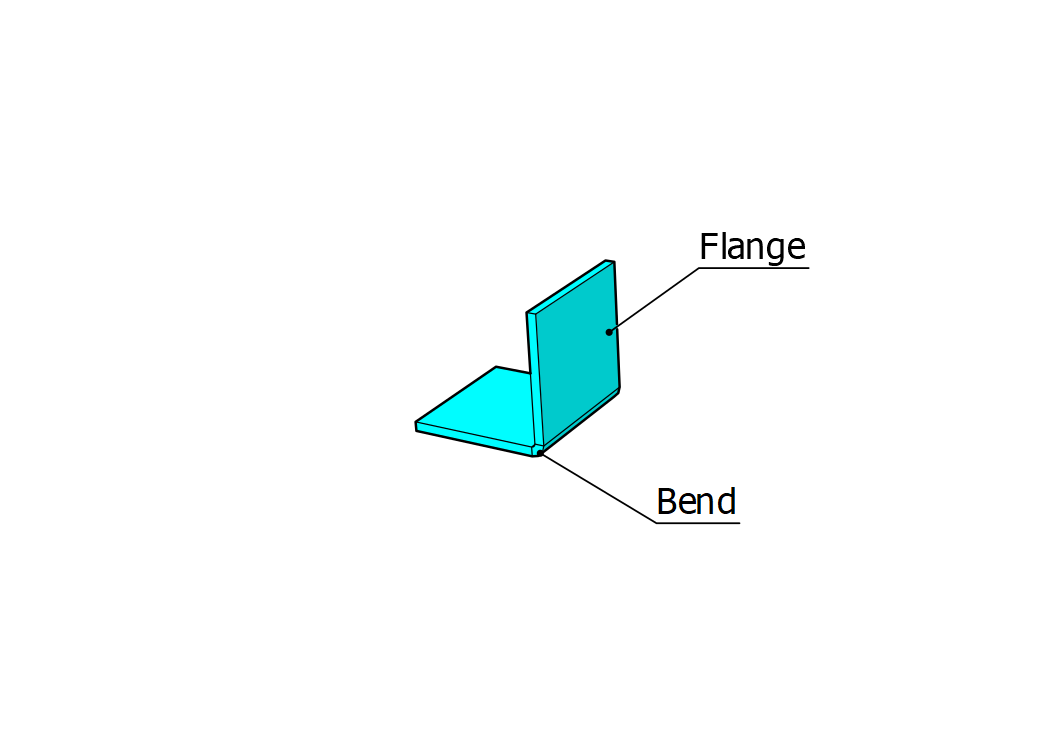
Flange
En flange er en formet del af metalplader. Den fremstilles ved hjælp af bukning.
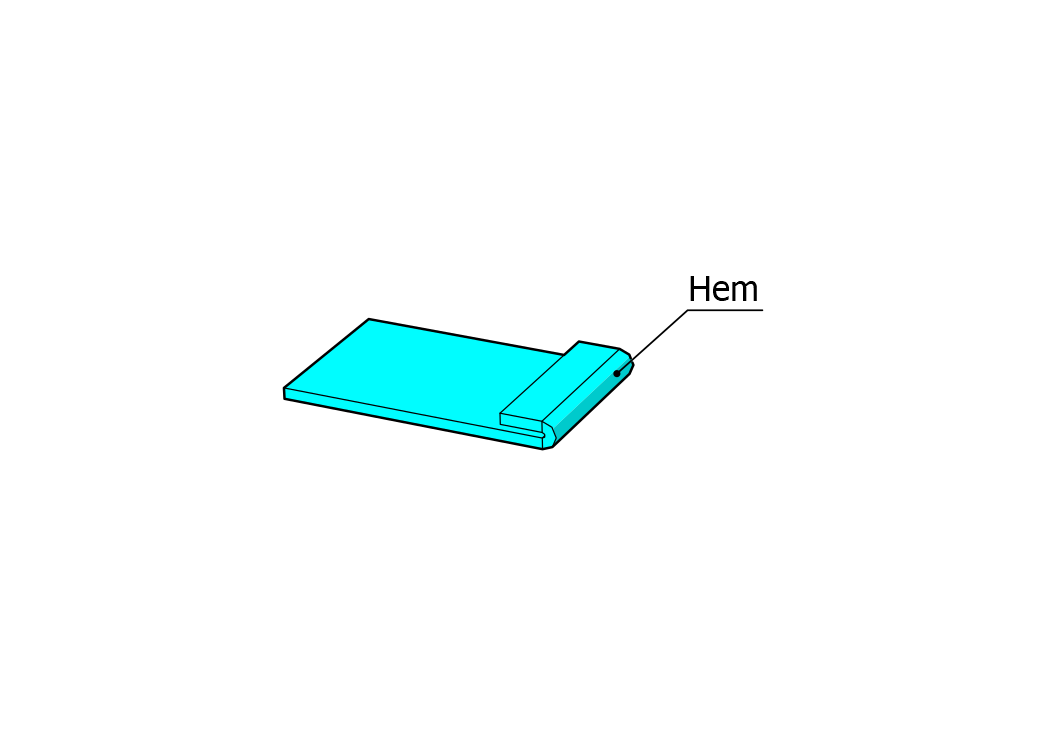
Hems
Ved en hæmning af en rullet kant rulles metalpladen, indtil den flugter med sig selv. Den laves ved at bøje metalpladen til 180°.
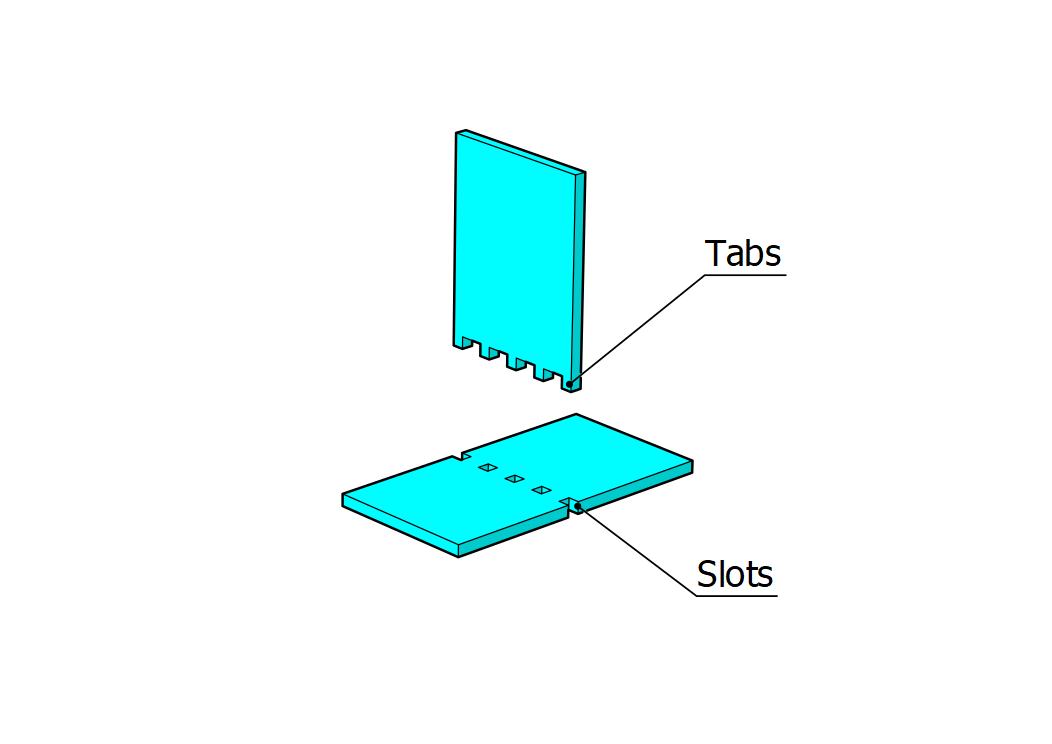
Faner
En fane er en lille form, der er ekstruderet af metalplade. Den bruges til at forstærke en del eller til at tilføje ekstra funktionalitet.
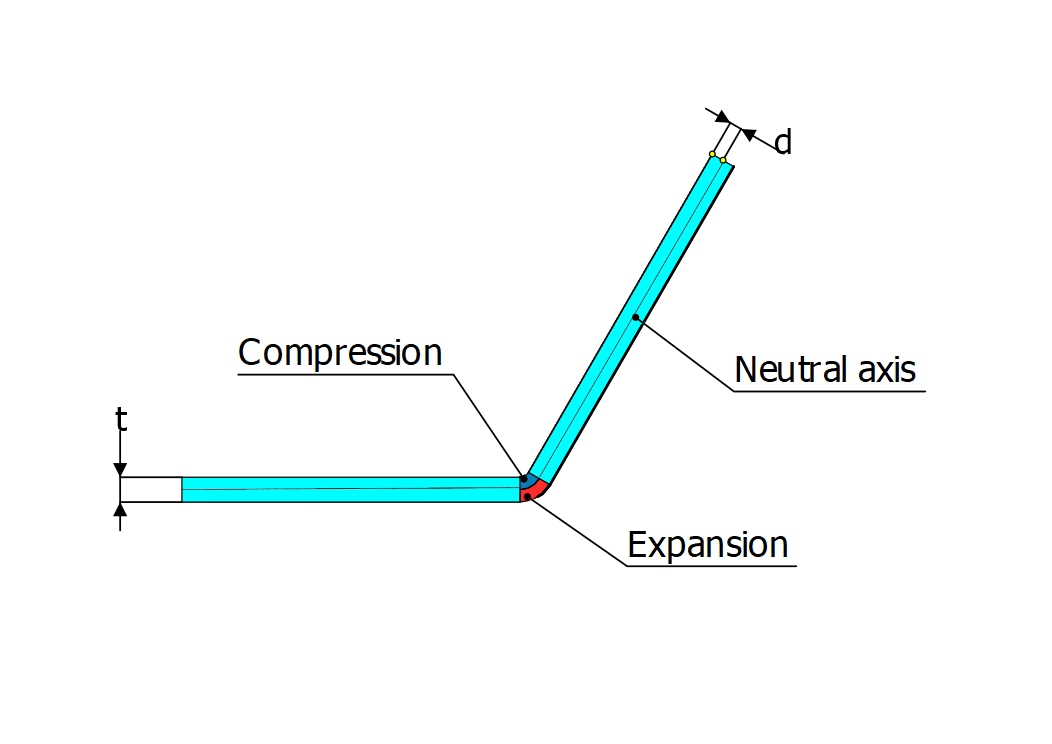
Neutralakse og K-faktor
En del af metalplade udsættes for tryk- og ekspansionskræfter ved bøjning.
Den neutrale akse er et afsnit, hvor der ikke er nogen kræfter, og dens position varierer alt efter metalpladens materiale.
K-faktoren er et forhold mellem afstanden mellem den neutrale akse og pladens tykkelse.
3. Hvordan opnås fremstillingsegnethed?
For at sikre, at dine konstruerede dele kan fremstilles, skal du følge de bedste metoder for at forbedre fremstillbarheden og få produkter af høj kvalitet.
4. Hvad er den bedste praksis?
Fladt mønster
Et fladt mønster må ikke krydse hinanden.
Ensartet vægtykkelse
Delene er formet af en metalplade, og de konstruerede dele skal have samme tykkelse (t).Anbefalet tykkelse af metalpladen er fra 0,02 til 0,3 tommer.
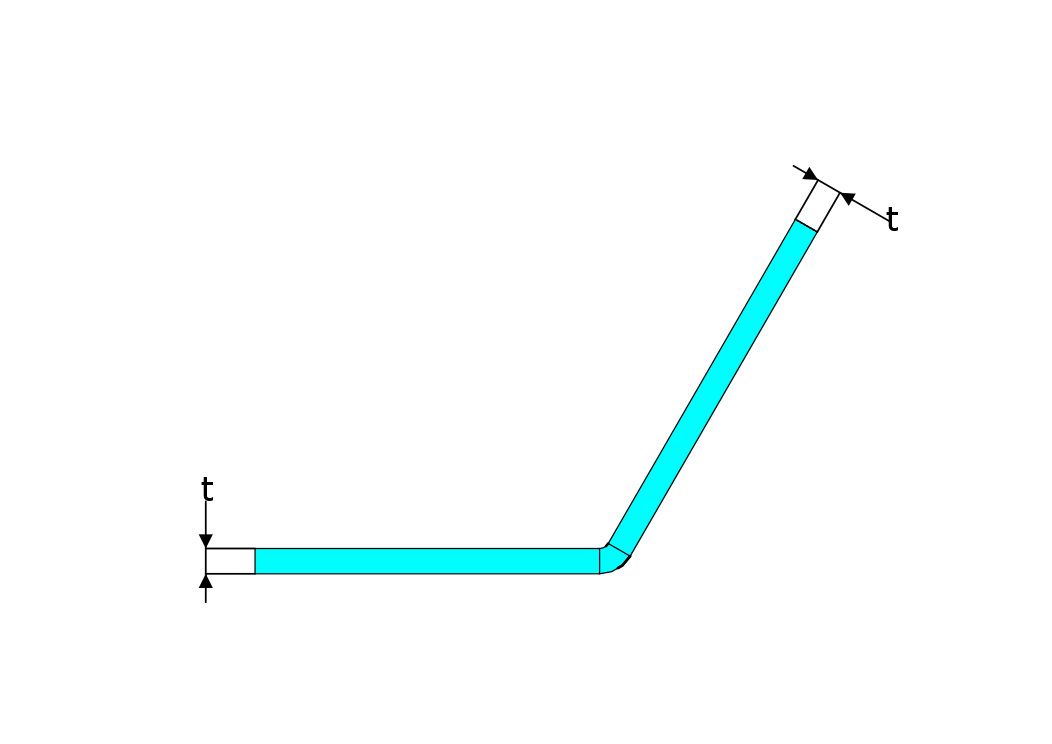
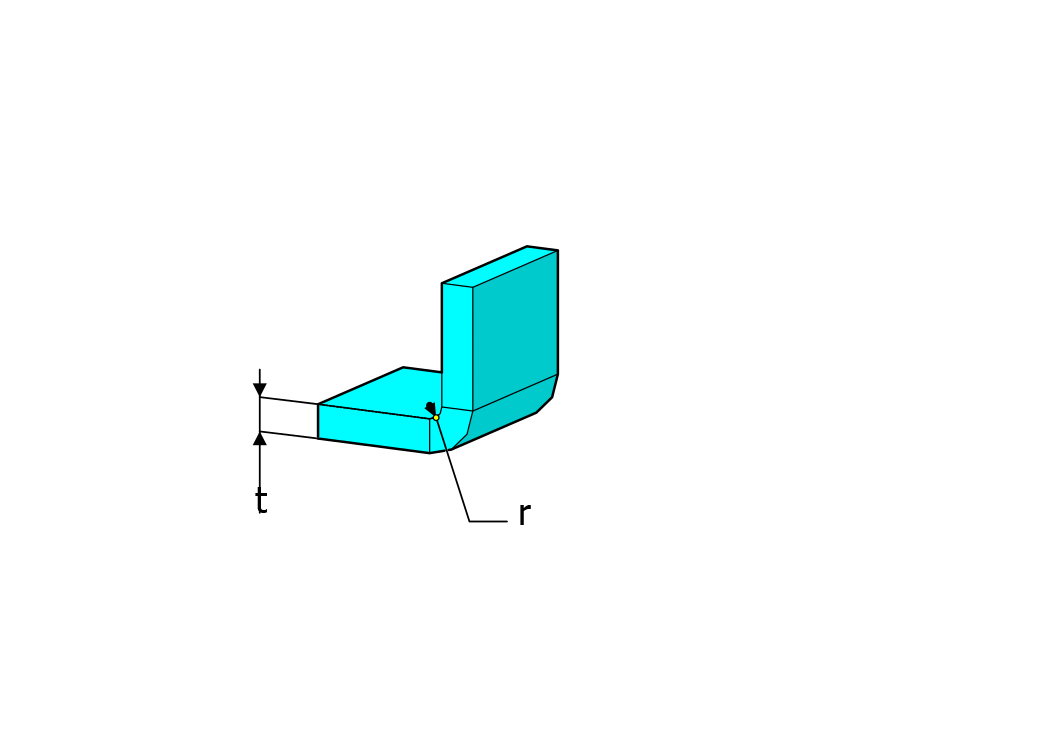
Bøjningsradius (Radier)
Metalpladedele bør have en bøjningsradius for at undgå revner. Bøjningsradius (r) skal være mellem en og timelagets tykkelse (t).
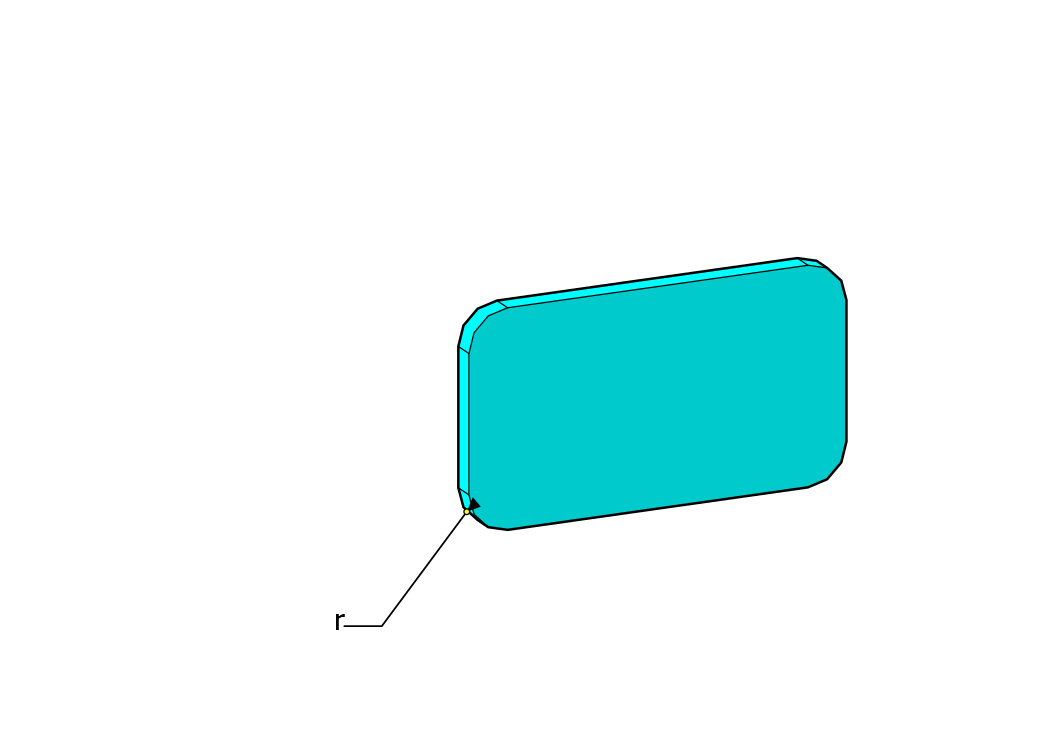
Tilføj hjørner
Metalpladedele kan have skarpe kanter. Tilføjelse af hjørner for at bryde skarpe kanter er en god ting, der kan beskytte brugerne og give en glat finish til delene.
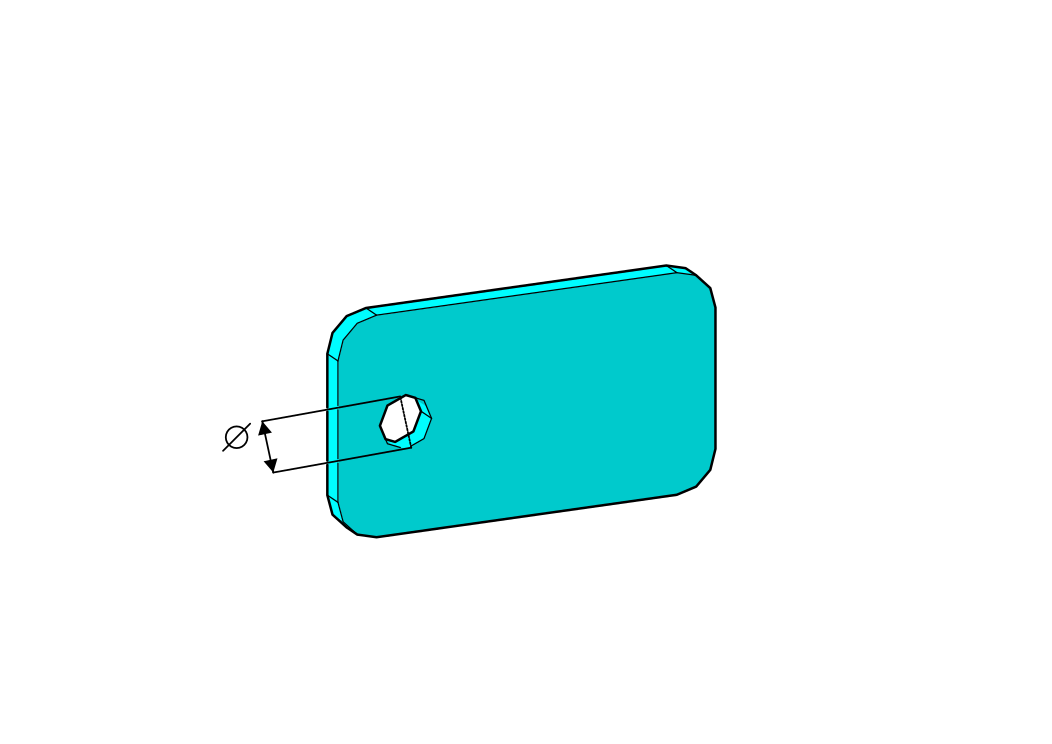
Mindste huldiameter
Huller med en diameter, der er mindre end pladetykkelsen, kan resultere i deformation af emnet.Den anbefalede diameter bør være større end pladetykkelsen.
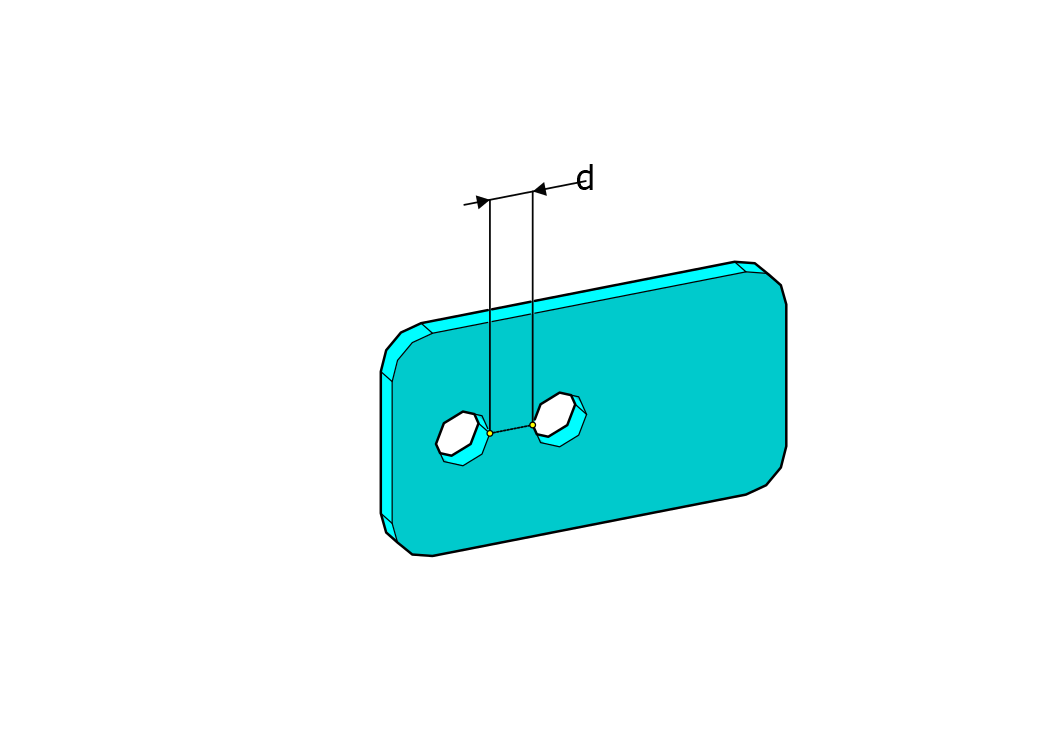
Afstand mellem hullerne
Afstanden mellem hullerne skal være mindst tre gange så stor som tykkelsen.
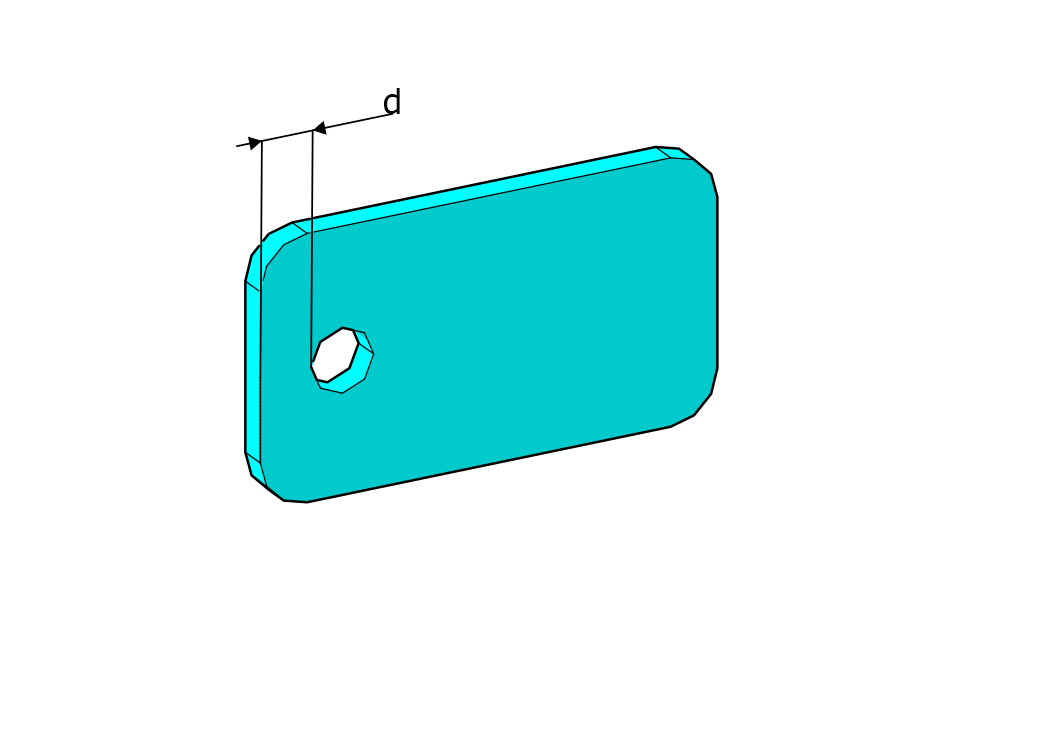
Afstand mellem huller og kanter
Afstanden mellem hullet og kanten skal være større end pladens tykkelse.
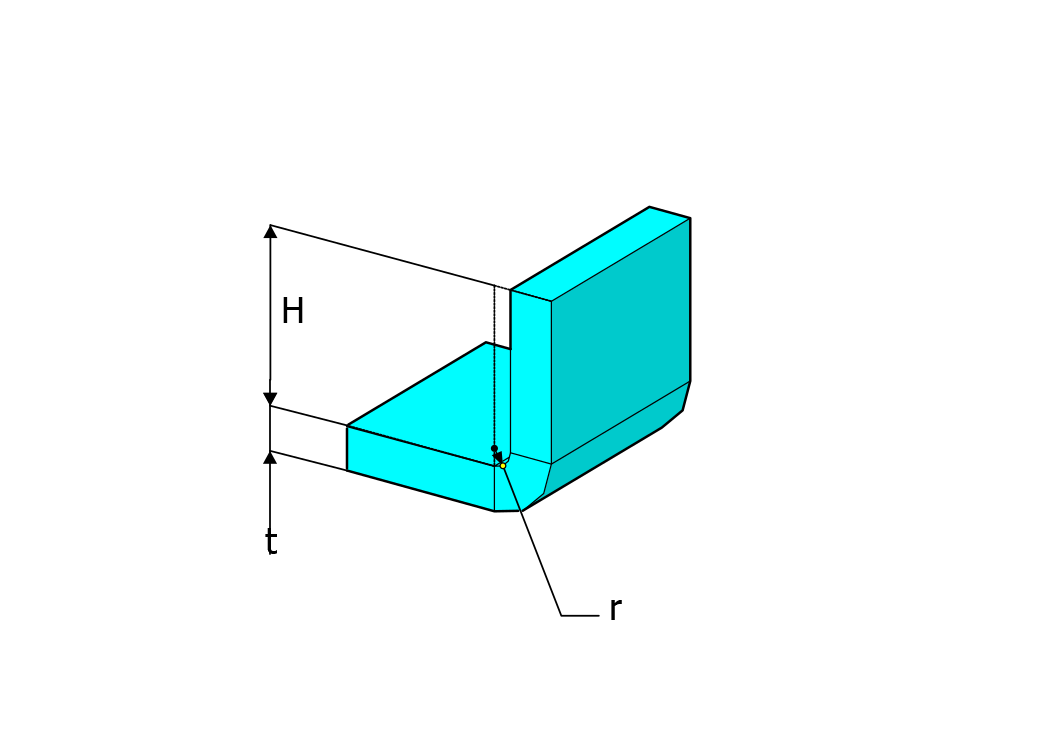
Mindste højdebøjning
Bøjninger skal være højere end summen af to gange tykkelsen plus radius.
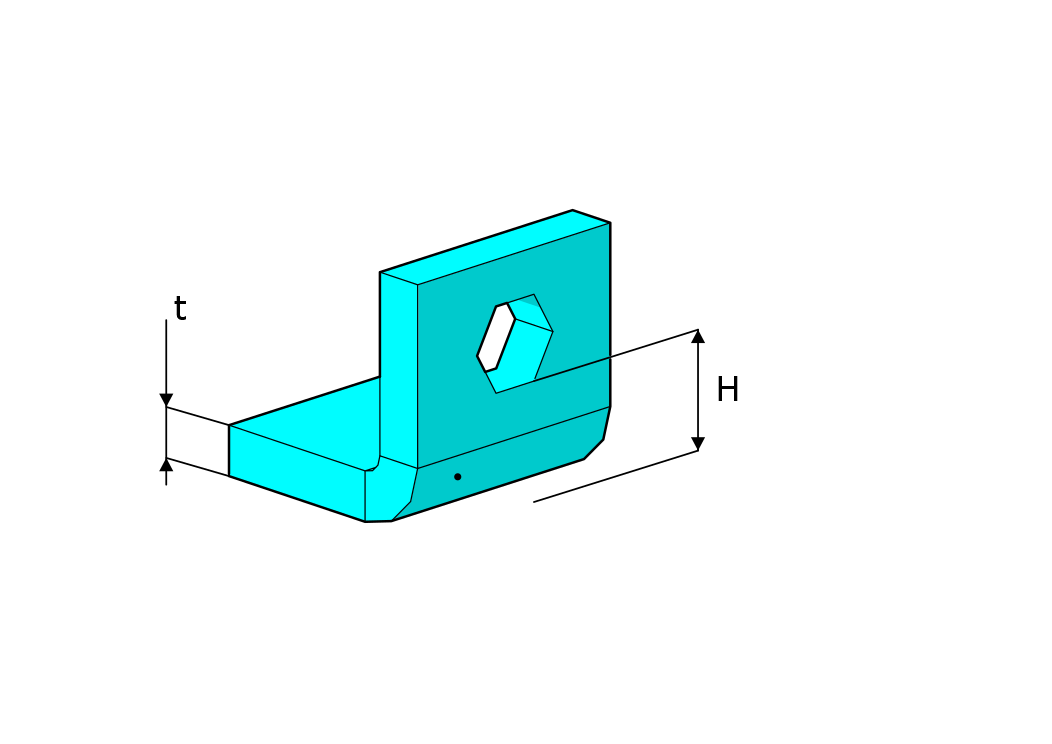
Afstand mellem huller og bøjninger
Højden af hullerne (H) skal være mere end tre gange tykkelsen (t).
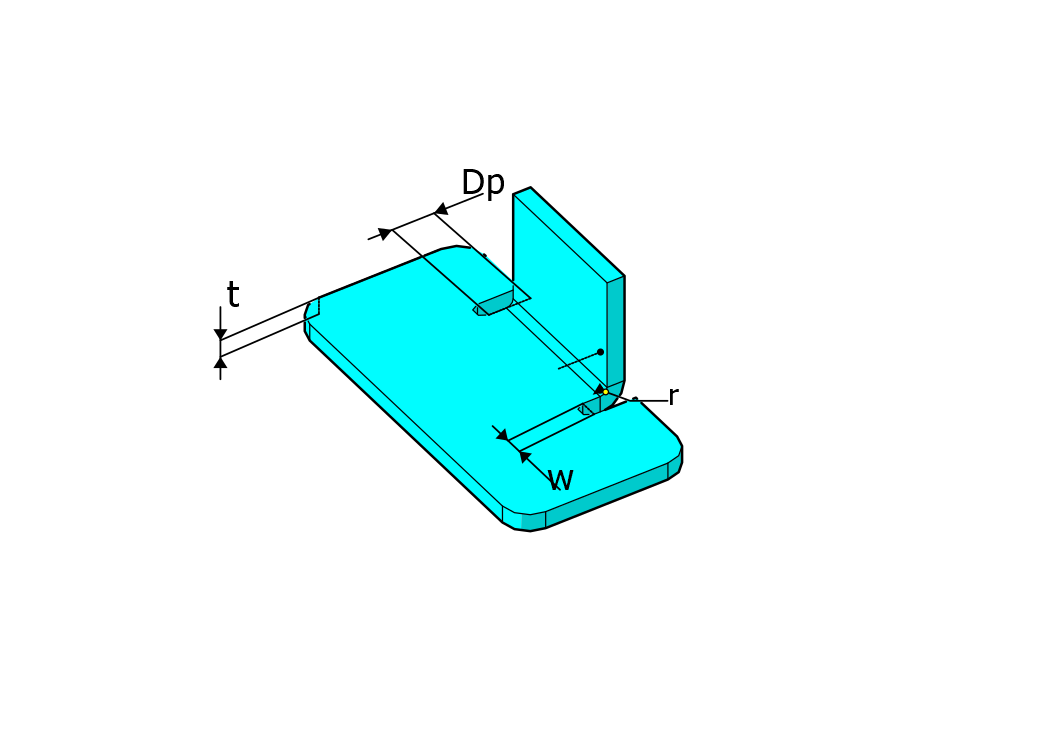
Bøjningsrelief
Et bøjningsrelief er et snit ved siden af en bøjning, når der er et materiale på begge sider for at forhindre, at pladen rives og deformeres, når den bøjes. Bøjningsrelief afhænger af tykkelsen og materialet. bøjningsreliefets bredde (w) skal være halvanden gang pladetykkelsen (t). Bøjningsaflastning (Dp) skal være større end bøjningen.
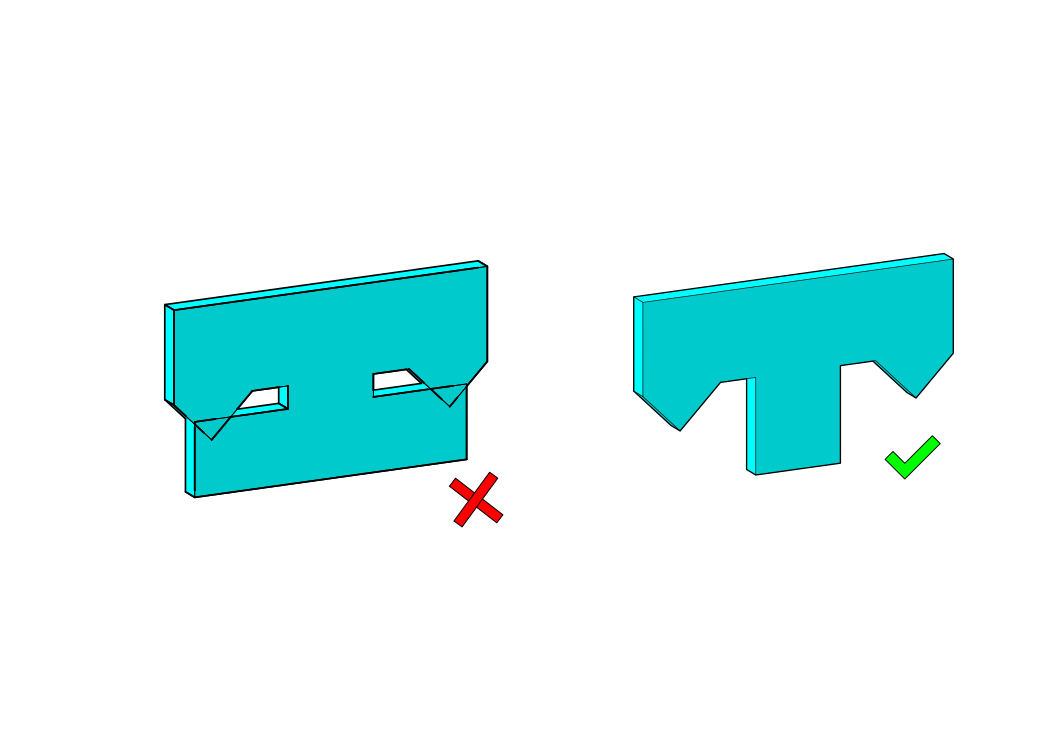
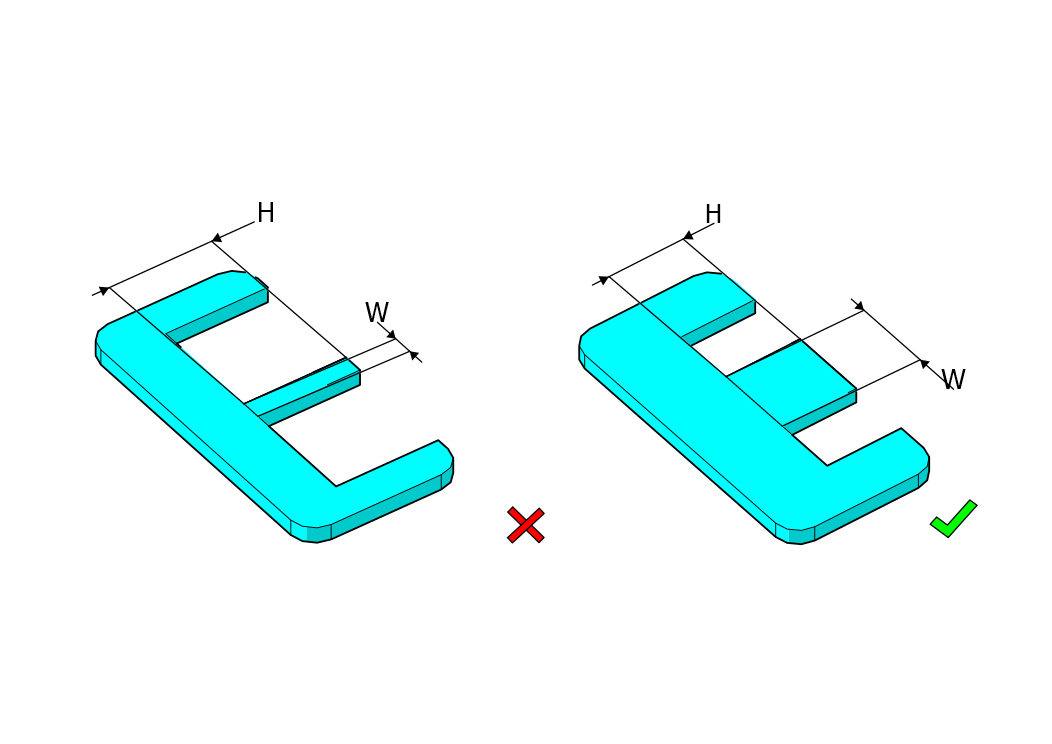
Indskæringer
Indskæringsbredden skal være større end pladetykkelsen (t), og højden (H) bør ikke overstige fem gange bredden (W).
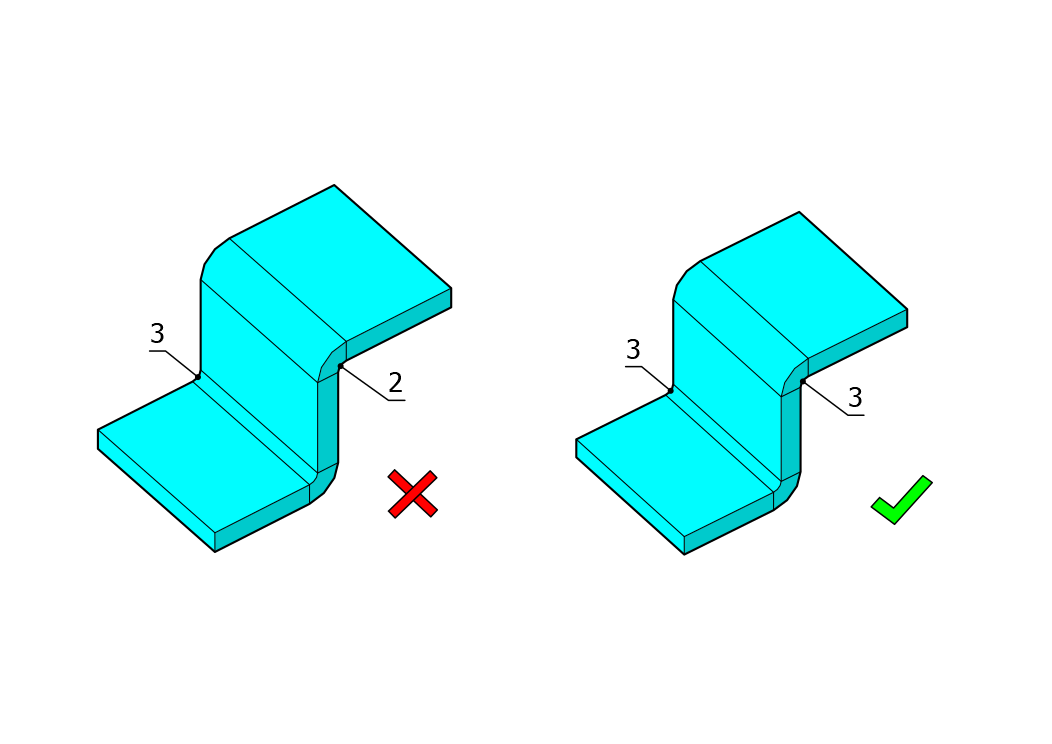
Ensartethed i bøjning
Det er mere effektivt at holde den samme bøjningsradius i alle bøjninger for at minimere omkostningerne ved bøjning.